
2025/02/28
转矩流变仪氟塑料应用场景及方法

单螺杆挤出机无法复制双螺杆挤出机的混合性能,核心原因在于两者在物料输送、剪切作用、流场特性以及混合机理上存在根本性的设计差异。这些差异使得双螺杆在分散混合和分布混合方面具有显著优势。
以下是关键原因分析:
物料输送机理不同:
单螺杆: 主要依靠拖曳流和压力流。物料通过与机筒壁和螺杆表面的摩擦力被向前推进。这种输送方式本质上是正位移输送较弱(尤其是在固体输送段),并且物料在螺槽内呈层流状态流动,各层之间相对滑动但整体混合有限。
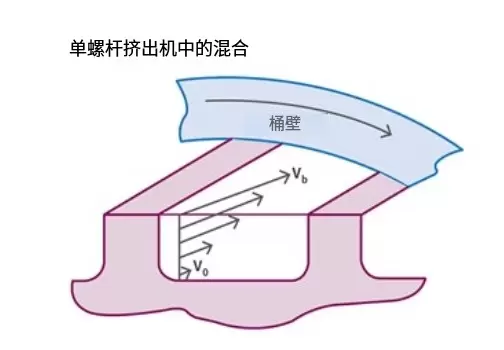
单螺杆中的混合首先受到聚合物沿着螺杆向下的通道的限制。剪切速率和合结果的下游速度在桶或通道顶部最大,在螺杆根部处最小或可能为零。
双螺杆: 特别是啮合型双螺杆(同向或异向),具有强烈的正位移输送特性。两根螺杆的螺纹相互啮合,形成一个个封闭或半封闭的“C”形腔室。物料在这些腔室中被强制向前推进,同时受到螺杆啮合区的强烈挤压、剪切和捏合。这种强制输送极大地减少了物料在机筒内的滑移和回流,但也创造了更多混合机会。
流场特性与剪切作用差异:
单螺杆: 流场相对简单,主要是剪切流场(速度梯度方向主要垂直于流动方向)。剪切速率在螺槽深度方向变化较大,靠近机筒壁最高,靠近螺根最低。高剪切主要发生在机筒壁附近狭窄的区域。缺乏有效的拉伸流场。
双螺杆:
更复杂的流场: 存在强烈的剪切流场、拉伸流场和挤压流场。
啮合区的高强度作用: 两根螺杆啮合的区域是混合的关键区域。物料在啮合区受到:
强烈的挤压/捏合: 物料被强制通过狭窄的啮合间隙,产生极高的局部压力和剪切应力,这对分散混合(打破团聚体、分散填料/颜料)至关重要。
拉伸流动: 物料被螺杆拉入和拉出啮合区,产生拉伸流场,有利于分布混合(均匀分布组分)。
界面更新: 物料流在啮合区被反复切割、折叠和重新取向,极大地增加了物料界面,促进分布混合。
更均匀的剪切分布: 双螺杆设计(特别是模块化设计)可以在整个螺杆长度上设置多个高剪切区(如捏合块、反螺纹元件),使物料受到更均匀、更可控的剪切历程。
混合机理与效率:
单螺杆:
分布混合: 主要依赖于螺槽内物料的层流剪切和有限的横向环流(由机筒与螺杆的相对运动引起)。效率较低,尤其对于粘度差异大或不易相容的体系。
分散混合: 主要依赖高剪切区(机筒壁附近)的作用。但作用区域小且强度受限制(过高的剪切可能导致降解)。难以有效分散高填充体系或强团聚体。
停留时间分布: 相对较宽,部分物料可能经历过度剪切或热降解,而另一部分则混合不足。
双螺杆:
分布混合: 通过啮合区的切割、折叠、拉伸作用和捏合块元件对物料的反复分割与重组,实现指数级增长的界面更新率,分布混合效率极高。
分散混合: 啮合区狭窄间隙产生的高局部剪切应力和捏合块产生的强挤压作用,为打破团聚体、分散填料/颜料提供了高强度、受控的环境。
停留时间分布: 通常更窄、更可控,有利于获得更均匀的混合质量和避免局部过热降解。
自清洁能力:
单螺杆: 自清洁能力差。物料容易粘附在螺杆或机筒壁上,导致降解、碳化,形成黑点,影响产品质量和稳定性。
双螺杆: 特别是紧密啮合同向旋转双螺杆,具有优异的自清洁能力。两根螺杆的螺纹相互刮拭,不断清除附着在对方表面的物料,大大减少了滞留和降解的风险,保证了混合的均匀性和产品纯度。
操作灵活性与可控性:
单螺杆: 螺杆设计相对固定(整体式),调整混合性能的灵活性有限。主要依靠改变螺杆转速、温度设定和模头压力来调节,但效果有限。
双螺杆: 采用模块化设计(由输送元件、捏合块、反螺纹元件等组合而成)。可以针对特定配方和混合要求(如分散混合优先还是分布混合优先)精确设计螺杆构型,实现最佳的混合强度和能量输入控制。工艺参数(转速、喂料速率、温度)的调节范围更宽,对混合效果的影响更显著、更可控。
总结:
单螺杆挤出机本质上是一种高效的熔融输送设备,其混合能力是其输送过程的副产品,受到其简单几何结构和层流主导流场的根本限制。它无法主动创造双螺杆挤出机中那种由啮合作用产生的高强度、多类型(剪切、拉伸、挤压)的复杂流场,以及由此带来的强制界面更新、高效分散和优异的自清洁能力。双螺杆挤出机的模块化设计和强烈的正位移输送特性,使其成为要求高效、均匀、可控混合(尤其是高填充、共混、反应挤出等)应用的首选。
虽然单螺杆可以通过优化螺杆设计(如屏障型螺杆、销钉混炼头、DIS螺杆)或添加静态混合器来改善其混合性能,但这些改进通常只能使其接近双螺杆的分布混合水平,在分散混合强度、效率、均匀性和自清洁能力方面仍然无法完全复制双螺杆挤出机的综合性能。选择哪种设备最终取决于具体的应用需求、成本效益和产品质量要求。
免责声明:内容来源于网络,转载的目的在于传递分享及交流,并不意味着赞同其观点或证实其真实性,也不构成其他建议。仅供分享交流,不为其版权负责,版权归属原作者、原出处。如涉版权,请联系我们及时修改或删除。


